

АППАРАТЫ ДЛЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ С ТЕХНОЛОГИЕЙ forceArc / ALPHA Q 351
СВАРОЧНОЕ ОБОРУДОВАНИЕ / Сварочное оборудование EWM / АППАРАТЫ ДЛЯ ПОЛУАВТОМАТИЧЕСКОЙ СВАРКИ MIG/MAG
Спецификация: 
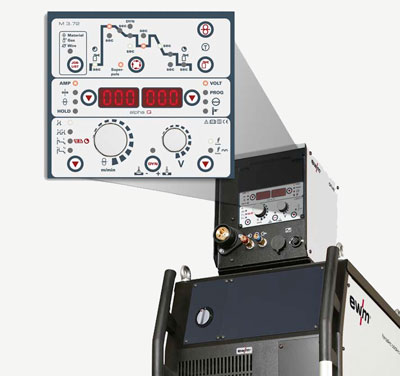
Сварочный полуавтомат Alpha Q 351.
Сварочный аппарат ALPHAQ 351 принадлежит к моделям инновационных сварочных аппаратов нового поколения, разработанного на основе надёжной и испытанной инверторной технологии EWM. Область применения аппарата охватывает весь спектр производственных задач, обеспечивая высокое качество сварки многих материалов и сплавов.
- Сетевое напряжение (допуски) 3 x 400 В (-25 % - +20 %)
- Сетевой предохранитель (инерционный) 3 x 25 A
- Диапазон регулирования сварочного тока 5 A - 350 A
- Продолжительность включения 40 °C350 A / 100 %
- Габариты (ДxШxВ) в мм 1100 x 455 x 1000
- Вес 125 кг.
- Габариты устройства подачи проволоки
- (ДxШxВ) в мм 690 x 300 x 410
- Вес устройства подачи проволоки 15,1 кг.

- увеличение скорости сварки на 30%;
- минимальные затраты при подготовке шва;
- минимизация слоев при многослойной и многопроходной сварке;
- меньше расходов присадочного материала;
- отсутствует необходимость обработки шва после сварки;
- меньший расход защитного газа и меньшее время сварки.
2. Отличные характеристики сврки.

- глубокое проплавление для оптимального провара корня шва;
- отсутствие подрезов и почти полное отсутствие брызг;
- сведение к минимуму или предотвращение коротких замыканий;
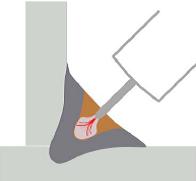
- оптимальная геометрия шва при выполнении угловых швов;
- стабильная по направленности дуга;
- стабильный процесс при длинном вылете электродной проволоки;
- очень быстрая реакция при изменении длины дуги;
- минимальная зона термического влияния;
- увеличенное давление плазмы в дуге;
- сокращение потерь легирующих элементов;
- отсутствие скачков дуги, даже при длинном вылете электрода.
3. Простота эксплуатации

- быстрота выбора сварочного задания;
- меньше вспомогательных работ и доработок;
- отличные характеристики провара благодаря высокому давлению дуги;
- точная и удобная настройка всех параметров.
Применение технологии EWM-coldArc в сварочном аппарате ALPHA Q 351 позволяет осуществлять сварочный процесс с минимальным короблением и брызгообразованием благодаря цифровому контролю над переносом металла, а также с максимальным контролем заварки корня шва. Технология позволяет значительно снизить пик мощности при повторном зажигании дуги и существенно уменьшить теплопередачу на этапе расплавления.
Возможности EWM-coldArc:
1. Сваривание тончайших листов


- великолепное перекрытие зазоров;
- минимальное коробление;
- очень высокая скорость сварки;
- расплав не проваливается даже без поддерживающей подкладки при сварке тонких листов;
- позволяет сваривать листы толщиной до 0,3 мм.
2. Сварка трубы EWM-coldArc
Великолепные результаты сварки корневого шва во всех сегментах окружности трубы с помощью EWM-coldArc.
.jpg)
- заврка корня;
- оптимальные результаты сварки во всех пространственных положениях;
- великолепные результаты при сварке с зазором;
- использование стандартной горелки Mig/Mag.
3. Смешанное соединение.
Метод EWM-coldArc впервые предоставляет возможность, для создания смешанных соединений, используя процесс Mig. На фотографии показано соединение алюминия и стали с помощью проволоки на основе цинка.

- алюминий-сталь;
- магний-сталь;
- алюминий-магний.
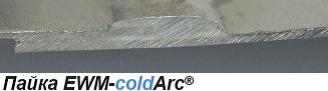
4. Пайка MIG.
Благодаря регулированию данного процесса, размер капли и профиль шва формируется индивидуально.
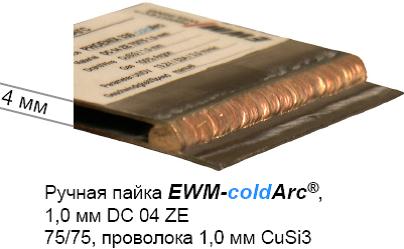
- великолепное перекрытие зазоров;
- минимальное повреждение цинкового покрытия при использовании припоя на основе Cu и отсутствие повреждений при использовании припоя на основе Zn;
- минимальная деформация;
- любая распространенная горелка;
- пайка вручную в любом положении;
- впервые стала возможна пайка MIG с помощью новых присадочных материалов на основе цинка (Тплавления примерно 900 С, Ткипения примерно 900 С).



